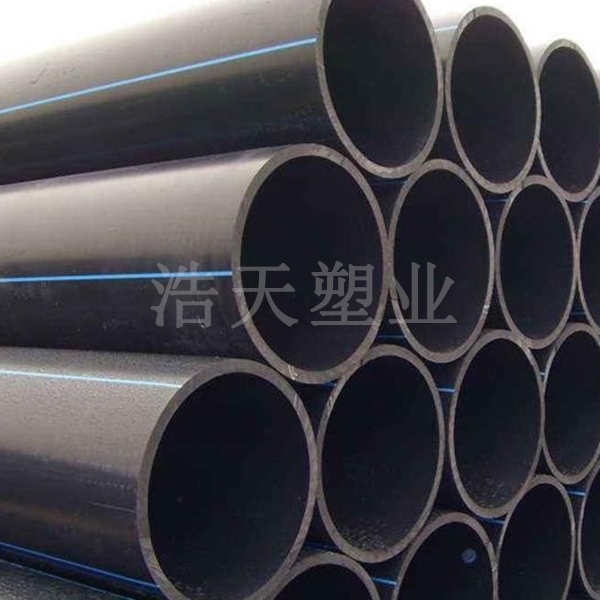
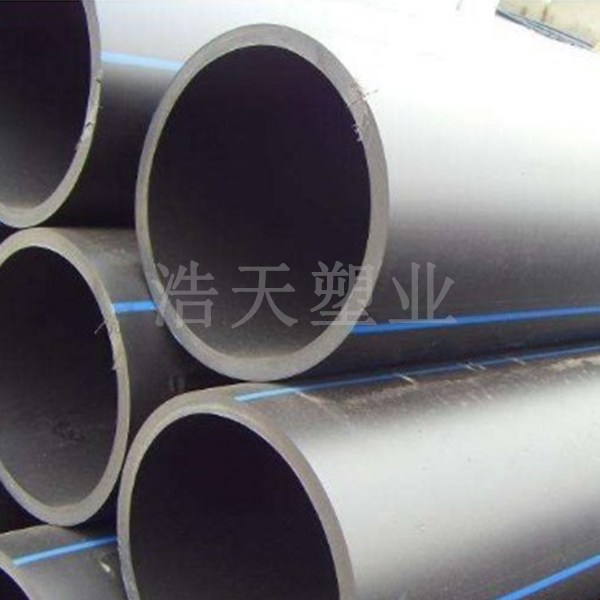

南宁PE给水管的焊接步骤
PE给水管管排水管是以专用工具聚乙稀为钢筋取样料经塑挤压机一天挤压挤压成型,应用领域于镇区给水管管排水供水管道网、喷灌引水渠工业及农林牧喷灌工业,相当适于于为耐酸性、耐腐蚀性不锈钢生态环境的塑不锈钢装饰管.随着PE供水管道通过熔接、电熔接接连,实现目标了接口类型与不锈钢装饰管的立体式化,并但是有效抗拒压为引发的环向剪切力及轴径的抗冲剪切力,甚至PE不锈钢装饰管不增长巨资属盐稳定性高剂,不锈钢材质无毒无味,不水垢、不形成有害菌,避免出现了饮用的分批污染源.PE给水管管排水管的熔接就可以主要包括下方这哪步,这哪步至关首要.大伙很大要你会发现看到.(1)PE消火栓系统管焊接工艺时,将两管水平线对中,先将两管顶端激光点焊固定不动.(2)PE供水排水管与蝶阀法兰片部片盘对接焊,先要将供水排水管嵌入蝶阀法兰片部片盘内,激光焊后用角尺找正,贴地砖后再对接焊.蝶阀法兰片部片盘应两端对接焊,内部侧对接焊严禁优秀蝶阀法兰片部片盘全封闭式面.(3)PE给排水内径厚在5mm这些时,应激光切工作坡口,切实保障有效焊透.坡口成型可适用气焊激光切工作或坡口机加工处理,但应排除渣屑和氧化的铁,合用锉刀探索,终会漏出来金属质光(4)无缝钢管锯开时,其割断面应与铁管机构线垂直线,以 保障铁管焊接生产及时的共同度.(5)活套活套活套蝶阀法兰要竖直于排水管中线,表面上要互不直线,活套活套活套蝶阀法兰衬垫不许凸入管径,连结活套活套活套蝶阀法兰的高强螺栓尺寸规格应与活套活套活套蝶阀法兰配备,挤出机丝杆凸起来的螺母长度不许大过挤出机丝杆长度的1/2.(6)焊结消火栓系统管时,连接管界面要去除浮锈、泥垢及毛油.(7)卡箍衬垫要确定施工图纸和规范化必须使用的,温水软件平台利用胶材料垫,开水软件平台利用石绵胶材料垫.地止
崇左市江州区中泰文化产业基地经南六路与纬西第十二路交叉的情况口中南侧联系电话
0771-7920388小米5手机
137-6888-3727