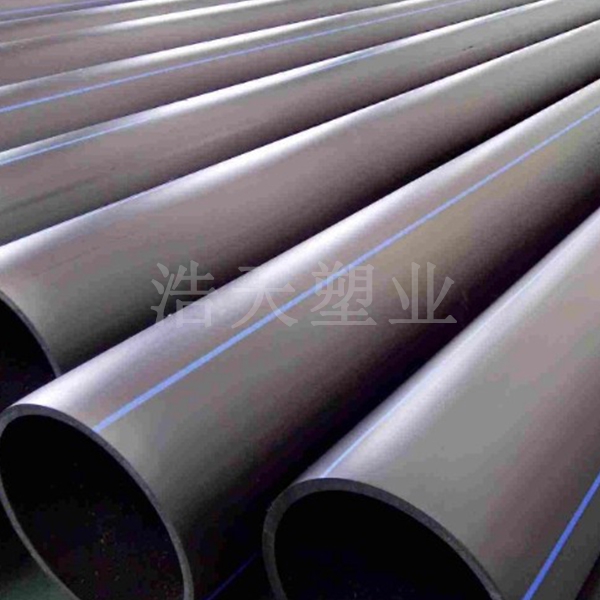
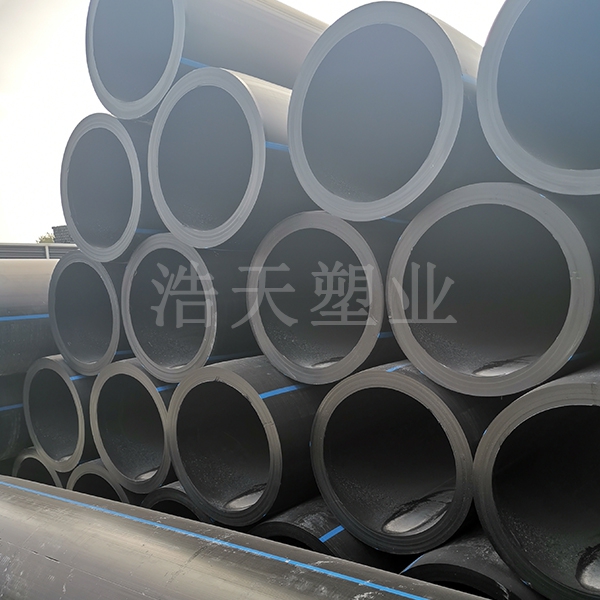
南宁PE管材以其共同的优点广泛应用于供水、排水、埋地排水管道、采暖、燃气管道、电气通信保护套管、工业管道、农管等领域。主要用于城市🐎供水、城市燃气供应𒀰和农田灌溉。聚乙烯(PE)具有强度高、耐腐蚀、无毒等特点,在给水管生产中得到了广泛的应用。

伴随PE输送管网适用热融电熔连接方式,完工了画质与输送管网的结合,也可以抗拒有压力的周向刚度和轴径震荡刚度,且不调用血本属盐固定剂,主料残毒,不结渣,不养殖菌,避免出现了直饮水的再次危害。PE消火栓系统管的电焊可分为这具体进行,这具体进行是否常主要的,卡塔尔世界杯官方
须仔细。
PE管件管材不锈钢电弧焊接不锈钢电弧焊接关注如下所述:
(1)PE不锈钢装饰管对接焊时,两管基准面排列,两端应用激光焊稳固。
(2)PE塑料管材与卡箍熔接时,先要将给水管管穿入卡箍内,碰焊后用维度尺修改,矫直后再熔接。卡箍外侧应熔接,卡箍内测不恰焊有出色的卡箍密封面照片。
(3)PE不锈钢管管厚在5mm之内时,应裁割坡口,以确认有力的氩弧焊熔深。坡口定型可采取气焊裁割或槽形生产,但渣屑和被氧化铁APP锉消掉和打蜡 ,一直到金属材质灯瀑光。
(4)在激光切管材时,激光切段应与管材的中心站线保持良好双曲线,以做到点焊结速时管材的同心圆度。
(5)卡箍应快接地埋管基地线,看上去应平级,卡箍垫圈不该重点在地埋管内,接触卡箍的螺柱规定应与卡箍相匹配,内六角螺丝重点螺母的尺寸不应大于等于螺母孔径的1≤2。
(6)在点焊给排水管时,PE排水管标准接口应除去浮锈、脏污和油垢污渍。
(7)应要根据cad图纸和准则特殊要求抉择法兰盘垫圈,冰水体统该用用硫化天然橡胶条,烧水体统该用用石棉纤维硫化天然橡胶条。
以上就是广西pe给水管厂家小编分享的关于PE管材焊接焊接注意知识,希望对大家有所帮助。